Sourcing Regenerated Nylon (ECONYL®) from Chinese Factories: A Complete Guide for U.S. Bag Brands
How to evaluate Chinese suppliers, verify performance claims, and build a transparent recycled-nylon supply chain for your bag line

Introduction: Why Regenerated Nylon Is Reshaping the U.S. Bag Market
Over the past three years, we have seen a clear shift in what American consumers expect from performance and outdoor bags. It is no longer enough for a backpack, duffel, or tote to be durable and well-designed — buyers increasingly want to know what it is made of and where that material came from. According to multiple retail surveys we track, recycled-content claims now rank among the top three purchase drivers in the outdoor and lifestyle bag category, sitting just behind price and functionality.
For U.S. bag brands selling through independent e-commerce sites, this creates both an opportunity and a sourcing challenge. The opportunity is clear: products made with verified recycled materials can command premium price points, win placement in eco-conscious retail channels, and build long-term brand loyalty. The challenge is execution — specifically, finding Chinese factories that can reliably supply regenerated nylon (particularly ECONYL® yarn from Aquafil) and back it up with the documentation your customers, retailers, and compliance teams will eventually ask for.
In this guide, we will walk you through the four most common questions we receive from U.S. bag importers evaluating Chinese suppliers, share the benchmarks we use internally when qualifying factories, and give you a practical framework for vetting regenerated-nylon claims before you place a production order.
Quick Answer: Can Chinese Factories Supply ECONYL® Regenerated Nylon?
Yes. ECONYL® regenerated nylon is widely available through Chinese fabric mills and bag factories, with the Aquafil supply chain extending into Guangdong, Zhejiang, and Fujian — the three production hubs responsible for the majority of the world’s technical fabric and finished bag output. ECONYL® is chemically identical to virgin nylon 6, which makes it a true drop-in substitute that matches tensile strength, elasticity, and dye uptake. The carbon footprint of ECONYL® is up to 90% lower than virgin nylon on a cradle-to-gate LCA basis, and it is already commonly specified for performance bags, backpacks, duffels, and outdoor gear in the 200D–500D range.
That said, “ECONYL®-branded” and “recycled nylon” are not always the same thing. Some Chinese suppliers offer regenerated nylon from other feedstock streams (industrial scrap, post-consumer carpet, ocean plastics) that may perform similarly but do not carry the ECONYL® trademark. Before you commit to a supplier, you need to confirm exactly which yarn you are buying and which certifications come with it.

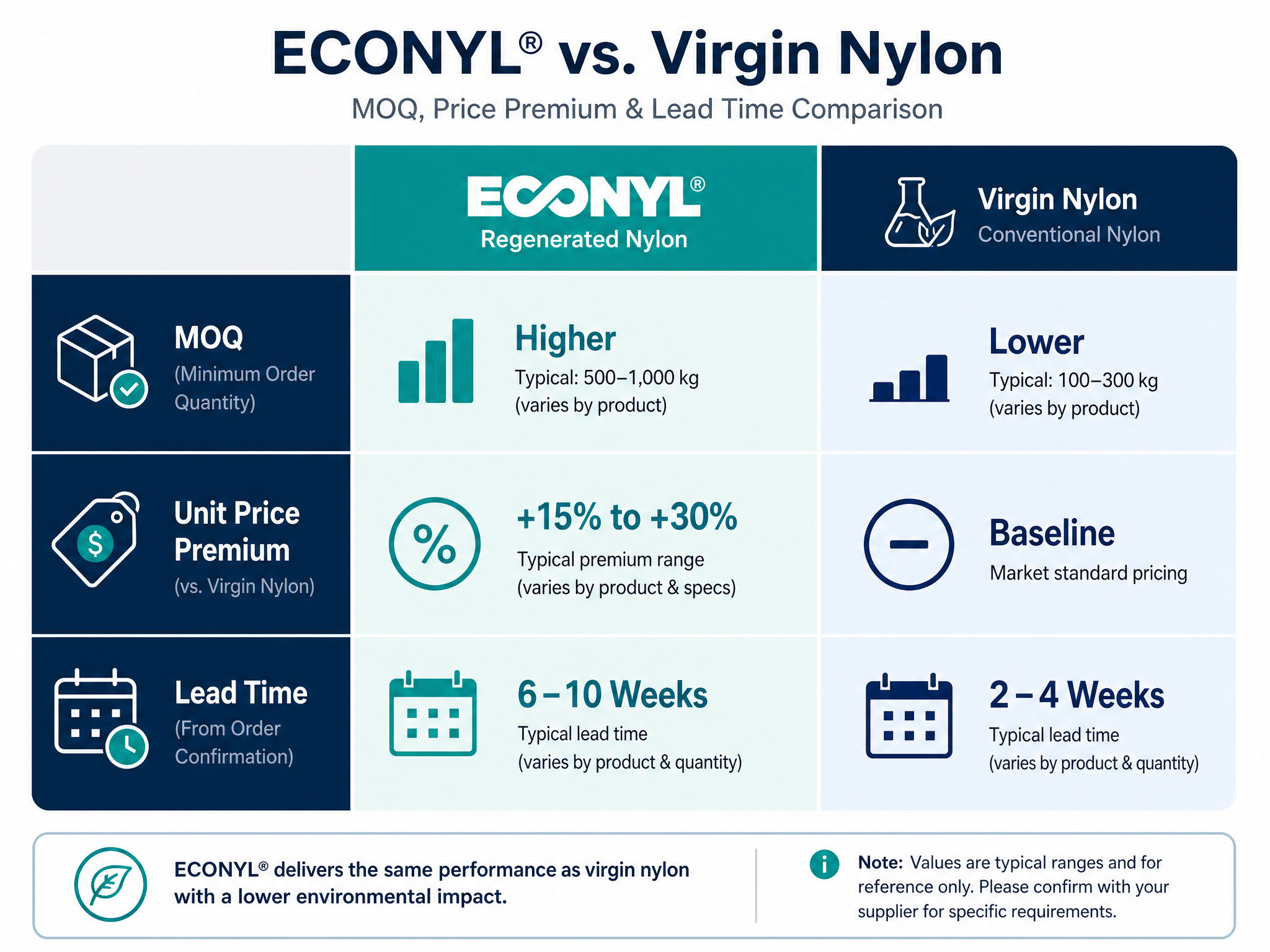
Question 1: What Is the MOQ, Unit Price, and Lead Time for ECONYL® vs. Virgin Nylon?
This is almost always the first question we get from buyers new to recycled fabrics, and the honest answer is that the numbers are moving targets. The figures below represent the ranges we see most often in 2024–2025 from qualified Chinese mills and bag factories; your actual quotes may fall outside these bands depending on the fabric construction, bag style, and order complexity.
Minimum Order Quantity (MOQ)
For custom bags made with ECONYL® fabric, MOQs typically start at 300–500 pieces per style per color. This is slightly higher than the 200–300 piece MOQ you might see for standard virgin nylon bags, primarily because the mill needs to commit to a fabric production run that covers your order plus reasonable waste allowance. If you are ordering standard 200D or 400D ECONYL® nylon in popular colors (black, navy, gray, olive), some factories will accept lower MOQs because they can run your order alongside other buyers using the same base fabric. Custom colors, custom deniers, or specialty coatings (e.g., high-hydrostatic-head PU backing) will push MOQs up to 500–1,000 pieces.
Unit Price
ECONYL® fabric is currently priced 20%–40% higher than equivalent virgin nylon, before any factory markup. The exact premium depends on:
Denier: 200D and 210D are the most economical; 500D and 1000D command larger premiums.
Weave: Plain weaves are cheapest; ripstop, dobby, and ballistic weaves add cost.
Order volume: Larger orders (5,000+ meters) often narrow the gap to 15%–20%.
Coating and finishing: PU coating, DWR (C6 or PFAS-free), and printed patterns add a fixed cost regardless of base fiber.
On a finished bag basis, the fiber cost premium typically translates to a 5%–12% increase in landed unit cost, depending on how much fabric the bag consumes relative to hardware, zippers, and labor.
Lead Time
Expect regenerated nylon to add 10–20 days to your standard bag lead time, broken down roughly as:
Yarn procurement: 7–10 days (Aquafil production slots in Asia)
Fabric weaving and finishing: 15–20 days
Bag production: 20–40 days depending on style complexity
Total: approximately 50–70 days from PO to ex-factory, versus 30–50 days for virgin nylon bags
Planning ahead is the single biggest cost-control lever you have. If you can commit to forecast volumes 90 days in advance, you will get better pricing and shorter lead times than buyers who place sporadic small orders.
Question 2: Does Regenerated Nylon Match Virgin Nylon in Performance?
Short answer: yes, in almost every metric that matters for bags. This is the single most important point to understand about ECONYL®, because it directly answers the “drop-in substitute” question on your product spec sheets.
ECONYL® is produced through a chemical depolymerization process that breaks down nylon waste (fishing nets, carpet, industrial scraps) back into its monomer caprolactam, which is then repolymerized into nylon 6 yarn that is chemically identical to virgin nylon 6. Because the molecular structure is the same, the resulting fiber delivers the same:
Tensile strength (both warp and weft)
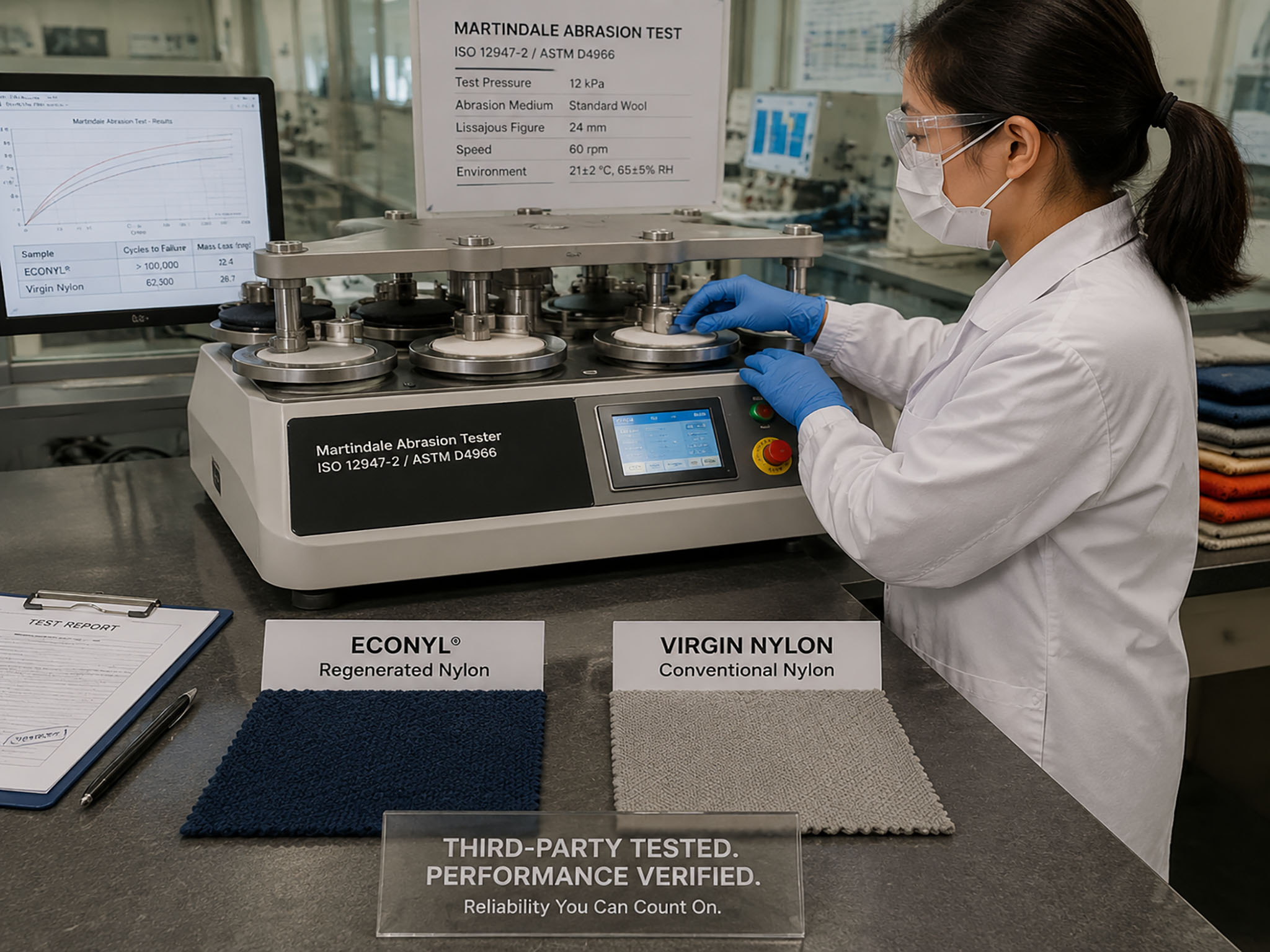
Abrasion resistance (Martindale and Wyzenbeek test results typically within ±5% of virgin)
Seam slippage resistance
Color fastness to light, washing, and perspiration
Elasticity and recovery
In our internal testing and in third-party lab reports we have reviewed from Chinese mills, ECONYL®-made fabrics perform identically to virgin nylon in standard bag-industry test protocols. No separate performance qualification is required for most outdoor and lifestyle bag applications.
What About Water Repellency and Coatings?
This is where buyers sometimes get tripped up. The water repellency of a finished bag is a function of the coating system, not the base fiber. ECONYL® is fully compatible with all standard finishing processes used on virgin nylon, including:
DWR (Durable Water Repellent) treatments, both C6 fluorocarbon and PFAS-free options
PU (polyurethane) coatings for hydrostatic-head performance
TPU (thermoplastic polyurethane) films for waterproof welded constructions
Sublimation prints and solution-dyed yarns for color consistency
Calendared or coated finishes for enhanced tear strength
In other words, your factory can apply exactly the same coating, lamination, and finishing stack it uses on virgin nylon bags — the base fabric swap does not require any process changes. This is what makes ECONYL® a genuine drop-in, not just a marketing claim.
One Caveat: Hydrolysis Resistance
For bags that will be stored in hot, humid environments for extended periods (think: marine gear, tropical-climate duffels), pay attention to hydrolysis resistance. Nylon 6 in general is more susceptible to hydrolytic degradation than nylon 6,6, and this applies equally to ECONYL® and virgin nylon 6. If hydrolysis is a concern for your application, ask your factory to specify a hydrolysis-stabilized yarn (commonly labeled as “high-tenacity, hydrolysis-resistant”) and request a separate test report.
Question 3: Can the Factory Provide Chain-of-Custody Documentation?
This is the question that separates serious recycled-nylon suppliers from everyone else. If your U.S. customers are going to pay a premium for ECONYL®-made bags — or if you plan to make recycled-content claims to retailers, on packaging, or in marketing — you need an unbroken paper trail from the finished bag back to the waste feedstock.
What to Ask For
A qualified Chinese factory should be able to provide, at minimum:
1. ECONYL® yarn certificates issued by Aquafil (or its authorized distributors) confirming the yarn is genuine ECONYL® and stating the production batch.
2. Chain-of-custody documentation showing the yarn’s journey from Aquafil’s regeneration plant (in Slovenia or its licensed facilities) to the Chinese mill, and from the mill to your bag production line.
3. Supplier verification — the factory’s ECONYL® supplier should be listed in Aquafil’s public database of authorized partners, or should be able to provide a direct letter of authorization.
4. Certificates of origin and feedstock declarations stating whether the pre-consumer waste came from fishing nets, carpet waste, industrial scrap, or a blend.
5. GRS (Global Recycled Standard) or RCS (Recycled Claim Standard) scope certificates covering the mill and the bag factory, with transaction certificates issued for your specific order.
6. OEKO-TEX Standard 100 certification to confirm the finished fabric is free from harmful substances at the level required for consumer goods.
7. Bluesign certification, if your target retailers require it (REI, Patagonia, and many European outdoor brands ask for this).
How to Verify
Don’t just collect documents — verify them. Cross-reference the Aquafil supplier list on the official Aquafil website, request GRS certificate numbers and run them through the Textile Exchange public database, and ask for copies of certificates issued for your actual production lot, not generic examples. Any hesitation on the supplier’s part is a red flag.
Regenerated nylon can be combined with GRS, OEKO-TEX, and Bluesign certifications on the same order, which is a meaningful operational advantage: it allows U.S. buyers to make both recycled-content and material-safety claims on a single product, simplifying compliance and marketing.

Question 4: Is the Regenerated Nylon 100% Recycled, or Blended with Virgin Nylon?
This is a more nuanced question than it appears, and the answer depends on what you are buying and why.
ECONYL® Yarn Itself
ECONYL® yarn, as supplied by Aquafil, is made from 100% pre- and post-consumer nylon waste. There is no virgin nylon blended into the yarn at the polymerization stage. The “regenerated” in the name refers to the chemical regeneration process, not to a blend ratio.
Finished Fabric
Once the yarn enters the weaving mill, however, blending becomes possible — and common. The most typical constructions we see in Chinese bag production are:
100% ECONYL® — used for premium product lines, often paired with GRS certification.
ECONYL® face + virgin nylon backing — a cost-optimized construction where the visible face fabric is regenerated and a thin virgin nylon scrim provides dimensional stability.
ECONYL®/virgin nylon intimate blend (e.g., 70/30, 50/50) — less common for bags, more common in apparel, but some mills offer it for hand-feel reasons.
ECONYL® blended with other recycled fibers (e.g., recycled PET polyester for hybrid fabrics) — used in specialty applications.
What We Recommend
For performance and outdoor bags where durability, color consistency, and clean marketing claims are the priority, we recommend 100% ECONYL® face fabric with a PU or TPU coating. This gives you the strongest sustainability story, the cleanest certification pathway, and the simplest GRS claim (100% recycled pre-consumer + post-consumer content).
If cost is the primary constraint, a 70/30 ECONYL®/virgin nylon blend still qualifies for certain GRS claims (you can label it as “contains X% recycled material”) and typically performs within 2%–3% of pure ECONYL® in standard bag tests. Avoid going below 50% ECONYL® if the recycled claim is a key part of your product positioning — the cost savings are marginal and the marketing value drops sharply.

Practical Sourcing Advice: How to Vet a Chinese Supplier
Beyond the four core questions, here is the framework we use internally when qualifying a new Chinese factory for regenerated nylon work.
Step 1: Ask the Right Questions First
Send a written inquiry that asks directly:
Do you supply regenerated nylon for bags? Is it ECONYL® brand yarn, or a similar recycled/regenerated nylon?
What is the recycled content percentage, and what is the feedstock (fishing nets, carpet, industrial scrap)?
Can you provide GRS, OEKO-TEX, or other certifications? Please send scope certificate copies.
What is the fabric construction, denier, coating, and abrasion performance?
Can you share third-party test reports for tear strength, colorfastness, hydrolysis resistance, and water resistance?
Is the regenerated nylon supplied as 100% recycled fiber or blended with virgin nylon, and what blending ratios do you recommend?
Can you provide chain-of-custody documentation and supplier verification for the ECONYL® yarn?
Step 2: Request Physical Samples
Never commit to a production order based on spec sheets alone. Order swatches, run your own hand-feel and color checks, and — if possible — commission an independent lab test on the mill’s sample before tooling up. Many Chinese factories will provide free swatches and absorb the cost of a basic test report for serious buyers.
Step 3: Commission a Pre-Production Sample Bag
Before mass production, insist on a pre-production sample (PPS) made from the actual ECONYL® fabric lot that will be used for your order. This is your last chance to catch construction issues, color drift, and finishing defects at minimal cost.
Step 4: Get Everything in Writing
Written confirmation that the factory is supplying ECONYL® (not generic recycled nylon) should be a term in your purchase contract, with documented consequences if the wrong material is shipped. The same applies to GRS transaction certificates — they should be a deliverable, not a favor.

The Bigger Picture: Durability Is Still the Strongest Sustainability Claim
One last point worth emphasizing as you build your recycled-nylon product line. The single most effective way to reduce a bag’s environmental impact is not the material it is made from — it is how long the bag lasts. Extended product lifespan is widely recognized as the most powerful lever for reducing environmental impact in the bag category, and it is the one claim that holds up under any LCA framework.
ECONYL® gives you the recycled-content story. A well-constructed bag with reinforced stress points, quality zippers, and a replaceable lining gives you the durability story. Combine the two, and you have a product positioning that is both scientifically defensible and commercially compelling for the U.S. market.
Conclusion: What to Do Next
Sourcing regenerated nylon from China is not difficult, but it does require more diligence than sourcing standard virgin nylon. The suppliers who can deliver genuine ECONYL® with full chain-of-custody documentation already exist in Guangdong, Zhejiang, and Fujian — your job is to find them, verify their documentation, and build a relationship based on transparent specifications.
To summarize the four core questions:
MOQ, price, lead time: Expect 300–500 piece MOQs, 20%–40% fabric premium, and 10–20 additional days versus virgin nylon.
Performance: ECONYL® matches virgin nylon on tensile, abrasion, color fastness, and water repellency when paired with standard coatings.
Documentation: Require Aquafil yarn certificates, GRS scope and transaction certificates, and feedstock declarations — then verify them.
Blending: 100% ECONYL® is ideal for cleanest claims; 70/30 blends are a reasonable cost compromise.
If you would like help drafting a supplier inquiry message in English that includes all of these technical questions, or if you want a checklist you can take into your next factory audit, we are happy to share the templates we use with our own sourcing clients. Reach out to us through our contact page, and we will send the materials over.
About the Author
Post time: Jun-17-2026